
熱い拡張されたシームレス パイプ シームレス ステンレス鋼管鋼 Pipng




説明
熱間拡張鋼管は、熱間拡張された継目無管であり、比較的低密度であるが、強度の高い鋼管(継目無管)の収縮を熱膨張と呼ぶことができる。パイプの径を広げるために斜圧延または絞り加工を施す加工。鋼管を短期間で増肉することにより、規格外の特殊継目無管を低コストかつ高い生産効率で製造することができ、管圧延分野における現在の国際的な発展が見られます。
熱間エキスパンドパイプは、鋼管製造の最終工程である熱膨張工程でパイプの直径を拡張することです。熱間膨張管は、一般に熱間膨張継目無鋼管と呼ばれます。
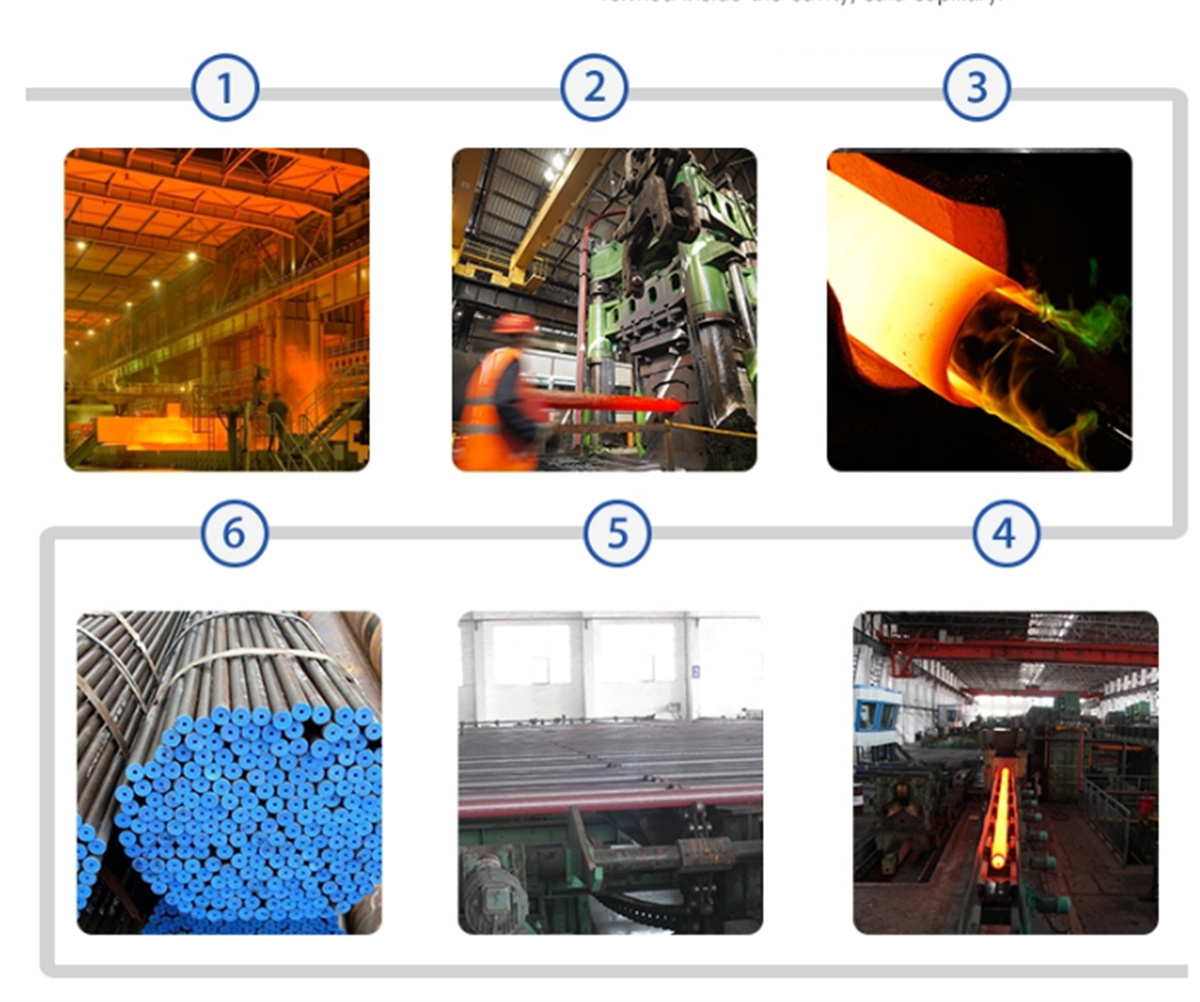
生産工程
仕様
熱間拡張継目無鋼管の技術パラメータ:
| 呼び径 | 外 | 公称肉厚 (mm) | |||||||||||||
| DN | NPS | 外径(MM) | SCH | SCH | SCH | 性病 | SCH | SCH | XS | SCH | SCH | SCH | SCH | SCH | XXS |
| 200 250 300 | 8 10 12 | 219.1 273.1 323.9 | 3.76 4.19 4.57 | 6.35 6.35 6.35 | 7.04 7.80 8.38 | 8.18 9.27 9.53 | 8.18 9.27 10.31 | 10.31 12.70 14.27 | 12.70 12.70 12.70 | 12.70 15.09 17.48 | 15.09 18.26 21.44 | 18.26 21.44 25.40 | 20.62 25.40 28.58 | 23.01 28.58 33.32 | 22.23 25.40 25.40 |
| 350 400 450 | 14 16 18 | 355.6 406.4 457.2 | 6.35 6.35 6.35 | 7.92 7.92 7.92 | 9.53 9.53 11.13 | 9.53 9.53 9.53 | 11.13 12.70 14.27 | 15.09 16.66 19.05 | 12.70 12.70 12.70 | 19.05 21.44 23.83 | 23.83 26.19 29.36 | 27.79 30.96 34.93 | 31.75 36.53 39.67 | 35.71 40.49 45.24 | — — |
| 500 550 600 | 20 22 24 | 508 559 610 | 6.35 6.35 6.35 | 9.53 9.53 9.53 | 12.70 12.70 14.27 | 9.53 9.53 9.53 | 15.09 — 17.48 | 20.62 22.23 24.61 | 12.70 | 26.19 28.58 30.96 | 32.54 34.93 38.89 | 38.10 41.28 46.02 | 44.45 47.63 52.37 | 50.01 53.98 59.54 | — — |
| 500 550 600 | 20 22 24 | 508 559 610 | 6.35 6.35 6.35 | 9.53 9.53 9.53 | 12.70 12.70 14.27 | 9.53 9.53 9.53 | 15.09 — 17.48 | 20.62 22.23 24.61 | 12.70 12.70 12.70 | 26.19 28.58 30.96 | 32.54 34.93 38.89 | 38.10 41.28 46.02 | 44.45 47.63 52.37 | 50.01 53.98 59.54 | — — |
| 660 700 750 | 26 28 30 | 660 711 762 | 7.92 7.92 7.92 | 12.70 12.70 12.70 | — 15.88 15.88 | 9.53 9.53 9.53 | — — | — — | 12.70 12.70 12.70 | — — | — — | — — | — — | — — | — — |
| 800 850 900 | 32 34 36 | 813 864 914 | 7.92 7.92 7.92 | 12.70 12.70 12.70 | 15.88 15.88 15.88 | 9.53 9.53 9.53 | 17.48 17.48 19.05 | — — | 12.70 12.70 12.70 | — — | — — | — — | — — | — — | — —
|
標準
| 外径(mm)/ | SCH | SCH | SCH | 性病 | SCH | SCH | XS | SCH | SCH | SCH | SCH | SCH |
| 457 | 6.35 | 7.92 | 11.13 | 9.53 | 14.27 | 19.05 | 12.70 | 23.88 | 29.36 | 34.93 | 39.67 | 45.24 |
| 508 | 6.35 | 9.53 | 12.70 | 9.53 | 9月15日 | 20.62 | 12.70 | 26.19 | 32.54 | 38.10 | 44.45 | 50.01 |
| 559 | 6.35 | 9.53 | 12.70 | 9.53 | 22.23 | 12.70 | 28.58 | 34.93 | 41.28 | 47.63 | 53.98 | |
| 610 | 6.35 | 9.53 | 14.27 | 9.53 | 17.48 | 24.61 | 12.70 | 30.96 | 38.39 | 46.02 | 52.37 | 59.54 |
| 660 | 7.92 | 12.70 | 9.53 | 12.70 | ||||||||
| 711 | 7.92 | 12.70 | 15.88 | 9.53 | 12.70 | |||||||
| 762 | 7.92 | 12.70 | 15.88 | 9.53 | 12.70 | |||||||
| 注: 上記の規格と仕様は参考用です。お客様のご要望に応じてカスタマイズされた製品も製造できます。 | ||||||||||||
塗装・コーティング
鋼管の表面処理:
石油パイプラインの耐用年数を向上させるために、通常、鋼管と防食コーティングの強固な組み合わせを促進するために表面処理が行われます。一般的な処理方法は、洗浄、工具の錆取り、酸洗い、ショットブラストの錆取りの 4 つのカテゴリーです。
1 洗浄鋼管の表面に付着したグリース、ゴミ、潤滑剤、有機物などは、通常溶剤、エマルジョンなどを使用して表面を洗浄します。ただし、鋼管表面の錆、酸化皮膜、溶接ノロなどは除去できませんので、その他の洗浄作業を行ってください。処理方法が必要です。工具の錆の除去鋼管の表面の酸化物、錆、溶接スラグを除去し、スチールワイヤーブラシを使用して表面処理を洗浄および研磨できます。工具の錆取りは手動と電動に分けられ、手動工具の錆取りはSaに達します。
2レベル、電動工具の錆び除去はSa3レベルに達します。鋼管の表面に特に強い酸化皮膜が付着している場合、工具では錆を除去できない場合があるため、他の方法を見つける必要があります。
3 酸洗 一般的な酸洗方法には化学と電気分解が含まれます。ただし、パイプラインの防食には化学酸洗のみが使用されます。化学酸洗は、鋼管の表面にある程度の清浄度と粗さを達成でき、後続のアンカーラインに便利です。再処理後のショット(砂)。
錆除去のための4ショットブラスト高出力モーターにより、鋼管表面への遠心力の作用下で高速回転ブレード、スチールグリット、スチールショット、セグメント、鉱物およびその他の研磨ワイヤーを駆動し、大量の噴出を行い、錆、酸化物を徹底的に除去します。鋼管に激しい衝撃や摩擦力が作用することにより、必要な均一な粗さを得ることができます。4つの処理方法のうち、ショットブラストと錆び除去は、パイプの錆び除去に最適な処理方法です。一般に、鋼管の内面処理にはショットブラストと錆取りが主に使用され、鋼管の外面処理にはショットブラストと錆取りが主に使用されます。
交通機関

よくある質問
1. 支払い条件は何ですか?
A: (1) T/T: 30% のデポジットを事前に支払い、残高の 70% は出荷前に支払われます。
(2) 30% の頭金、残高の 70% が L/C に対して支払われます。
2.納期はどれくらいですか?
A: デポジットまたは元の L/C を受け取ってから 15 ~ 20 営業日。
3. あなたの会社は創業してどれくらいですか?
A: 当社は鉄鋼業界で20年間建設資材を製造しています。
4. 生産プロセスと品質を確認するためにあなたの工場を訪問できますか?
A:はい、もちろんいつでも大歓迎です。
5: 工場証明書と材料成分分析レポートはありますか?
A:はい、専門の品質分析部門があります。
各バッチ商品の品質レポートを提供します。
関連製品
-

6 インチの井戸ケーシング鋼管鋼ボイラー パイプ
概要 用途:流体管、ボイラー管、油圧管、ガス管、オイル管、構造管 合金有無:非合金 断面形状:円形 特殊パイプ:APIパイプ、厚肉パイプ 外径:13.7~610mm 厚さ:2 - 16 mm 標準:ASTM 長さ:12M、6m、6.4M 証明書:CE、ISO9001 技術:ERW グレード:Q195、Q235 表面処理:熱間圧延油を塗ったまたは非油を塗った:非油を塗った 製品名:ASTM A53 Gr.B ブラック ERW スケジュール 40 丸鋼管材質:Q195/Q23...
-

厚肉グレード 106grb ASTM A53 /A106 GR.B S...
説明 製品名 流体輸送用炭素シームレス鋼管およびパイプ 標準 API A106 GR.B A53 Gr.B 継目無鋼管 / ASTM A106 Gr.B A53 Gr.B 鋼管 AP175-79、DIN2I5L、ASTM A106 Gr.B、ASTM A53 Gr.B、ASTM A179/A192/A213/A210/370 WP91、WP11、WP22、DIN17440、DIN2448、JISG3452-54 材質 API5L、Gr.A&B、X42、X46、X52、X56、X60、X65、X70、X80、 ASTM A53Gr.A&B、ASTM A106 Gr.A&B、ASTM A135、ASTM A252、ASTM A500...
-

合金シームレスパイプ合金管高圧ステーション
説明 OD:6-720MM WT:0.5-120MM 長さ:3-16M 用途:石油、化学工学、電気、ボイラー 標準:ASTM A335/A335M、ASTM A213/213M、DIN17175-79、JIS3467-88、GB5310-95 :P5,T5,P11,P12,STFA22, P22, T91, T9,WB36 合金管は継目無鋼管の一種で、この種の鋼管にはより多くのCrが含まれているため、一般の継目無鋼管よりも性能がはるかに優れています。 、その高温耐性、低温耐性...
-

シームレス鋼管チューブ中空鋼角パイプ
主な属性 シームレス鋼管チューブ 中空鋼角パイプ アプリケーション: シームレス鋼管は、石油、天然ガス、掘削、ポンプなどの分野のトランスミッションに広く使用されています。顧客の詳細な要件に応じて、あらゆる種類の仕様を製造できます。高品質の精密シームレスパイプ、高度な生産技術の使用、厳格な品質管理、技術パラメータの厳格な管理により、製品は完璧です...
-

構造パイプ 構造シームレスパイプ シームレス...
説明 構造用継目無鋼管には、熱間圧延継目無鋼管と溶接鋼管があります。構造用継目無鋼管は、「構造用継目無鋼管」(GB/t8162-2008)の規定に従って、熱間圧延の2種類に分けられます。熱間圧延鋼管の外径は32~630mm、肉厚は2.5~75mmです。冷間引抜鋼管の外径は5~200mmで、...
-

API 5L GI GB ASTM A106 SMLS シームレス熱間圧延...
製品概要 用途:流体管、ボイラー管、ドリルパイプ、油圧管、ガス管、オイル管、化学肥料管、構造管 合金か否か:合金ですか 断面形状:丸形 特殊管:API管、EMT管、厚肉管外径:20 - 500 mm 厚さ:Customzied 標準:GB 長さ:12M、6m 証明書:API、CE、TISI、ISO9001 技術:ERW グレード:炭素鋼 表面処理:亜鉛メッキ 許容差:±1% 加工サービス:溶接、パンチング、くぅ…